Gas Processing
Joule-Thomson Valve Cooling
Calculate temperature drop across throttling valves. Essential for hydrate prevention and NGL recovery.
1. The Joule-Thomson Effect
Gas expanding through a valve without external work (isenthalpic process) changes temperature. Natural gas at typical conditions cools on expansion.
J-T Coefficient:
μ_JT = (∂T/∂P)_h [°F/psi]
Temperature drop:
ΔT = μ_JT × ΔP
T₂ = T₁ - ΔT
Typical μ_JT: 0.04–0.08 °F/psi (4–8 °F per 100 psi)
Sign Convention
| Condition | μ_JT | Effect |
|---|---|---|
| Normal operation (T < 300°F) | > 0 | Gas cools on expansion |
| Above inversion temp (~800°F+) | < 0 | Gas heats on expansion |
| Ideal gas | = 0 | No temperature change |
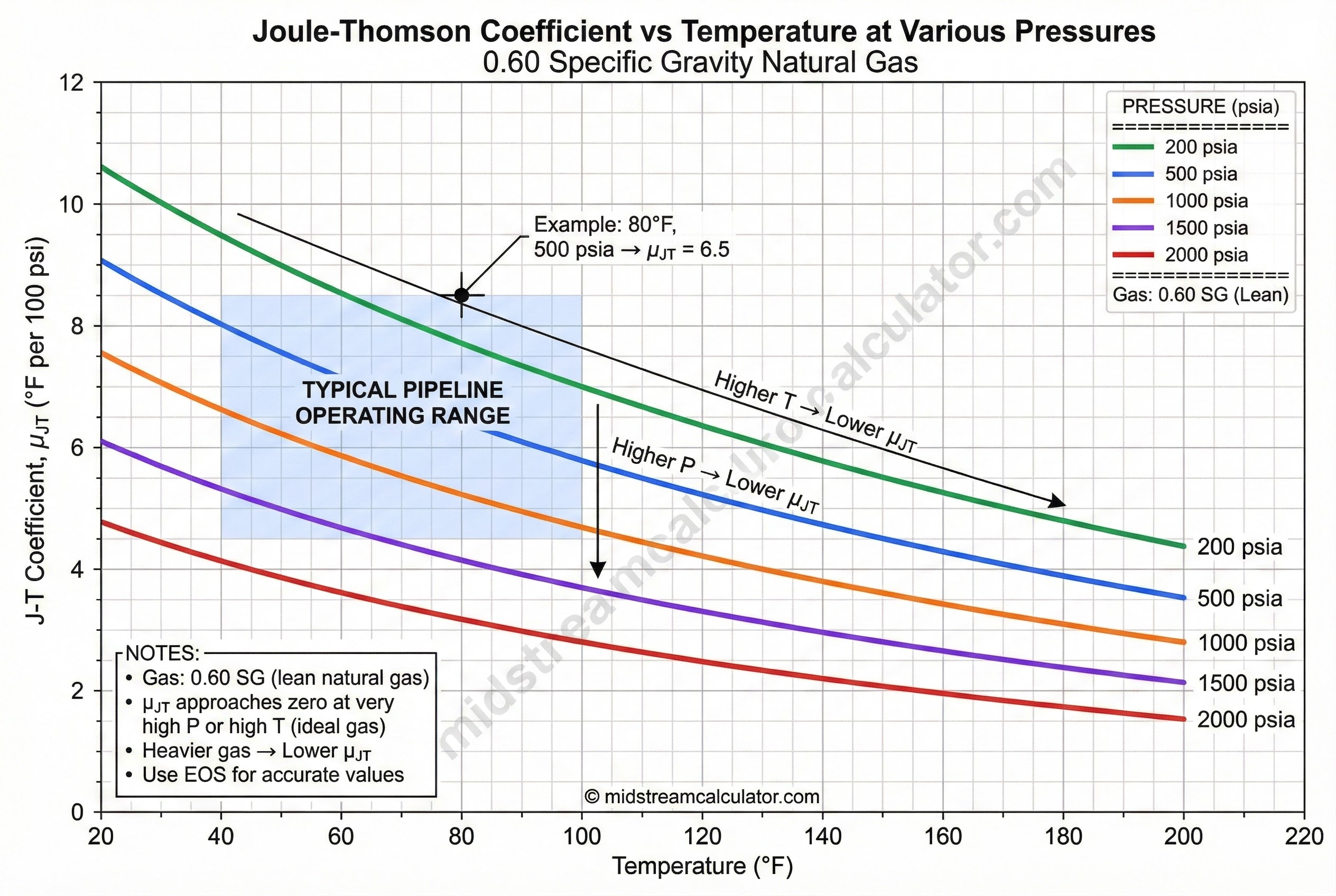
2. J-T Coefficients
Coefficient varies with gas composition, temperature, and pressure. Heavier gas = lower μ_JT = less cooling.
Coefficient by Gas Type
| Gas Type | SG | μ_JT (°F/100 psi) | ΔT for 500 psi drop |
|---|---|---|---|
| Pure Methane | 0.55 | 6.5–7.0 | 32–35°F |
| Lean Gas | 0.60 | 6–8 | 30–40°F |
| Medium Gas | 0.70 | 5–7 | 25–35°F |
| Rich Gas | 0.80 | 4–6 | 20–30°F |
| Very Rich / NGL | 0.90+ | 3–5 | 15–25°F |
Conditions: ~80°F, 500-1000 psia. Use EOS for accurate values.
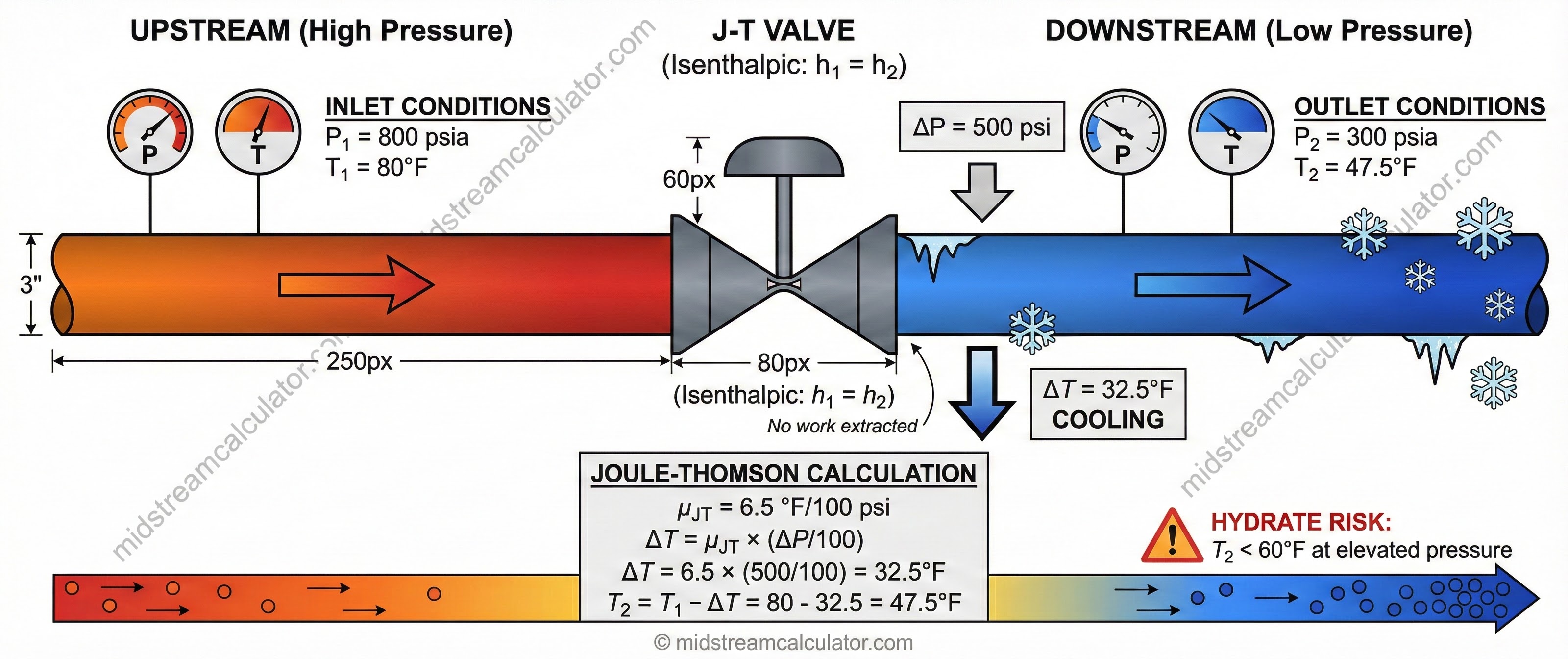
Example Calculation
Given: P₁ = 800 psia, T₁ = 80°F, P₂ = 300 psia
Gas SG = 0.60 (lean), μ_JT = 6.5 °F/100 psi
ΔP = 800 - 300 = 500 psi
ΔT = 6.5 × (500/100) = 32.5°F
T₂ = 80 - 32.5 = 47.5°F
→ Gas cools to 47.5°F — check hydrate curve at 300 psia
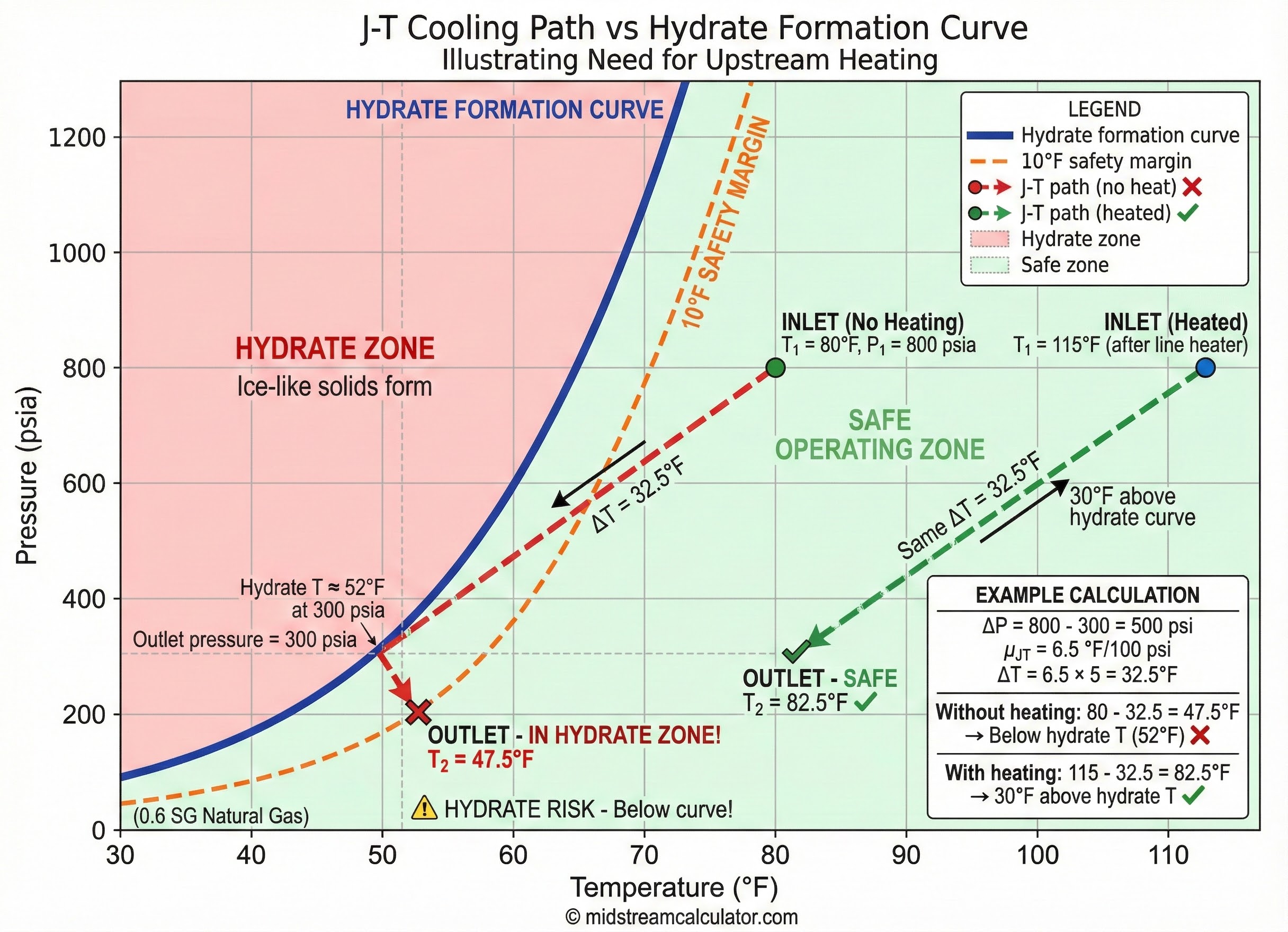
3. Hydrate Risk Assessment
J-T cooling often drops gas temperature into hydrate formation zone. Always check outlet temperature against hydrate curve.
Prevention Methods
| Method | Application | Notes |
|---|---|---|
| Dehydration | Plants, pipelines | <7 lb/MMSCF (glycol); <1 ppm (mol sieve for cryo) |
| Upstream heating | Pressure letdown | Line heater before valve |
| Methanol injection | Wellheads, intermittent | 20-50 wt% in water; high vapor losses |
| MEG injection | Subsea, continuous | 50-80 wt%; regenerable |
| LDHI | Subsea tiebacks | Kinetic/AA; 0.5-2 wt% |
⚠ Design rule: Outlet temperature must be ≥10°F above hydrate formation temperature at outlet pressure. If not, apply mitigation.
4. Applications & Design
Common Applications
| Application | Typical ΔP | ΔT (approx) | Mitigation |
|---|---|---|---|
| NGL plant inlet | 200-400 psi | 15-30°F | Gas/gas exchanger pre-cool |
| Wellhead choke | 1000-3000 psi | 60-200°F | Multi-stage, heating, MeOH |
| Pipeline letdown | 400-800 psi | 25-50°F | Line heater, dehydration |
| Fuel gas regulation | 100-300 psi | 8-20°F | Often none if dehydrated |
Design Procedure
- Get μ_JT from composition, T₁, P₁ (use EOS or chart)
- Calculate ΔT = μ_JT × ΔP (integrate for large ΔP)
- Determine T₂ = T₁ - ΔT
- Compare T₂ to hydrate curve at P₂
- Apply mitigation if margin < 10°F
Common Errors
- Constant μ_JT: Coefficient varies with T and P. Integrate for ΔP > 300 psi.
- "Dry" gas assumption: Gas at 7 lb/MMSCF still forms hydrates if cooled below dew point.
- Ignoring ambient losses: Exposed piping adds cooling beyond J-T effect.
- Material limits: A106-B steel limited to -20°F; use impact-tested steel below.
References
- GPSA Engineering Data Book, Sections 13 & 20
- Campbell Gas Conditioning and Processing, Vol. 2
- GPA Midstream 2145 – Physical Constants
Ready to calculate?
→ J-T Valve Cooling Calculator