Gas Treating
Amine Treatment Systems
Remove H₂S and CO₂ from natural gas using aqueous amines. Size circulation rates, reboiler duty, and manage corrosion per GPSA and API 945.
1. Process Overview
Amine treating absorbs acid gases at high pressure/low temperature, then releases them at low pressure/high temperature. The amine circulates continuously between absorber (contactor) and regenerator (stripper).
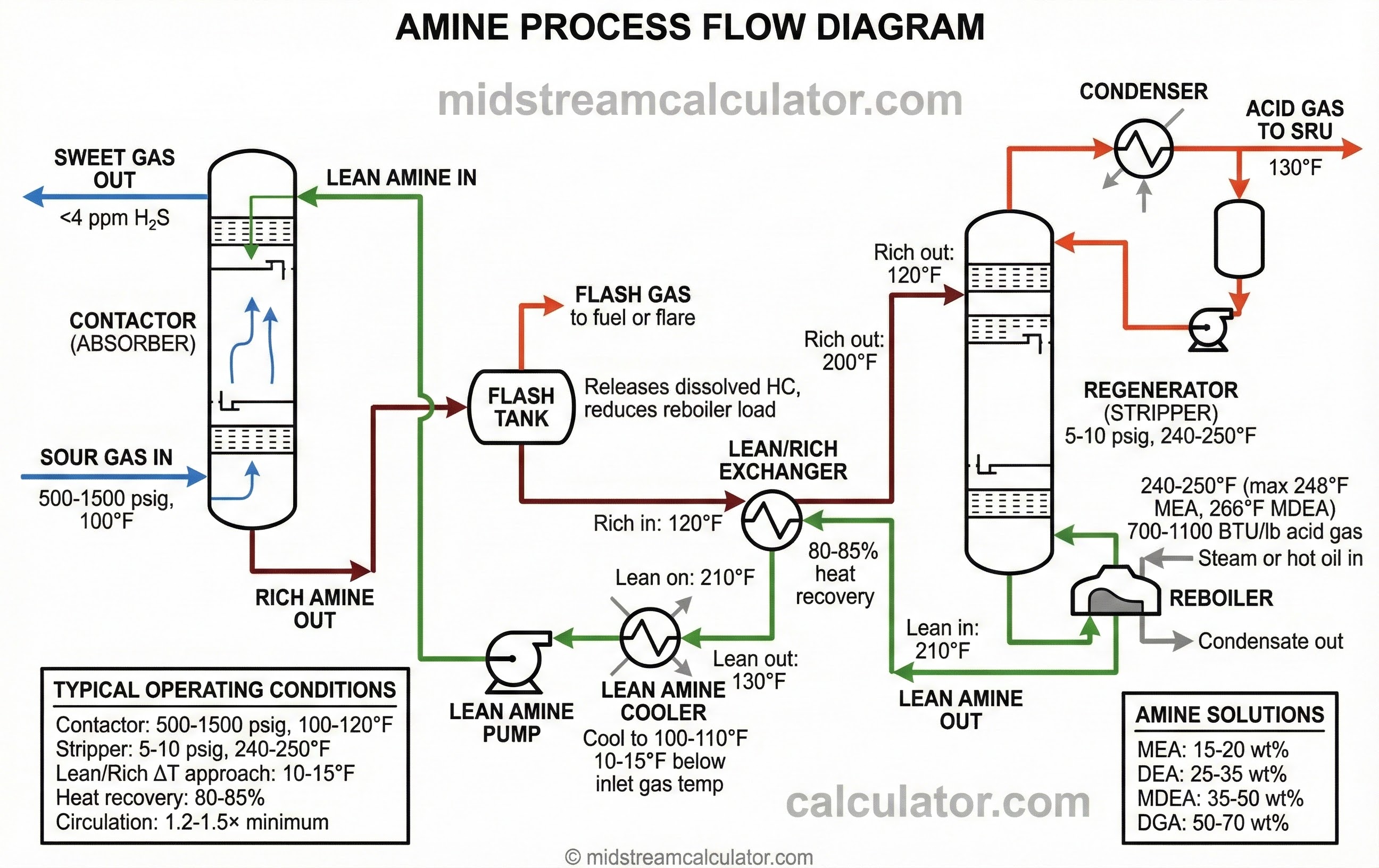
Absorption
100-120°F, high P
Exothermic reaction. Favor low T, high P.
Regeneration
240-260°F, ~5 psig
Reverse reaction. Heat drives off acid gas.
Heat Recovery
80-85%
Lean/rich exchanger critical for economics.
Selectivity
MDEA only
Tertiary amines absorb H₂S 10-20× faster than CO₂.
Reaction Chemistry
| Amine Type | CO₂ Mechanism | Speed | Heat of Reaction |
|---|---|---|---|
| Primary (MEA, DGA) | Carbamate: 2RNH₂ + CO₂ → RNHCOO⁻ + RNH₃⁺ | Fast | ~900 BTU/lb CO₂ |
| Secondary (DEA) | Carbamate (similar to primary) | Moderate | ~800 BTU/lb CO₂ |
| Tertiary (MDEA) | Bicarbonate: R₃N + CO₂ + H₂O → R₃NH⁺ + HCO₃⁻ | Slow | ~700 BTU/lb CO₂ |
H₂S reacts by direct proton transfer (fast for all amines): RₓNH + H₂S → RₓNH₂⁺ + HS⁻
2. Solvent Selection
Amine Comparison
| Property | MEA | DEA | MDEA | DGA |
|---|---|---|---|---|
| Type | Primary | Secondary | Tertiary | Primary |
| Concentration | 15-20% | 25-35% | 35-50% | 50-70% |
| Max Loading (CS) | 0.35 | 0.35 | 0.70-0.80 | 0.35 |
| H₂S Selective? | No | Slight | Yes | No |
| Heat Duty | High | Moderate | Low | Moderate |
| COS/CS₂ Tolerance | Poor | Good | Excellent | Moderate |
| Max Reboiler Temp | 248°F | 248°F | 266°F | 257°F |
| Freezing Point | 50°F | 82°F | -6°F | -18°F |
Selection Guide
MEA
Complete CO₂ removal (<50 ppm). Simple gas. Low partial pressure. Requires reclaimer for COS/CS₂.
DEA
COS/CS₂ in feed. Refinery service. No reclaimer needed. Moderate acid gas loads.
MDEA
Selective H₂S removal. CO₂ slip for Claus enrichment. Lowest energy. High loading capacity.
DGA
Cold climates (<0°F). Offshore platforms. High acid gas pickup per volume. Space-constrained.
3. Loading & Circulation
Loading Definitions
Maximum Loading Limits
| Amine | Carbon Steel | SS316 | Typical Lean |
|---|---|---|---|
| MEA | 0.35 mol/mol | 0.50 | 0.10-0.15 |
| DEA | 0.35 | 0.55 | 0.01-0.05 |
| MDEA | 0.70-0.80 | 0.90+ | 0.004-0.01 |
| DGA | 0.35 | 0.50 | 0.05-0.10 |
⚠ Never exceed loading limits. Overloading causes severe corrosion, equipment pitting, and potential failure. MDEA tolerates higher loading due to weaker CO₂ bond (bicarbonate vs carbamate).
Example: MDEA Circulation
Given: Remove 100 kmol/h acid gas, MDEA 42.5% wt, solution density 1020 kg/m³
4. Regeneration
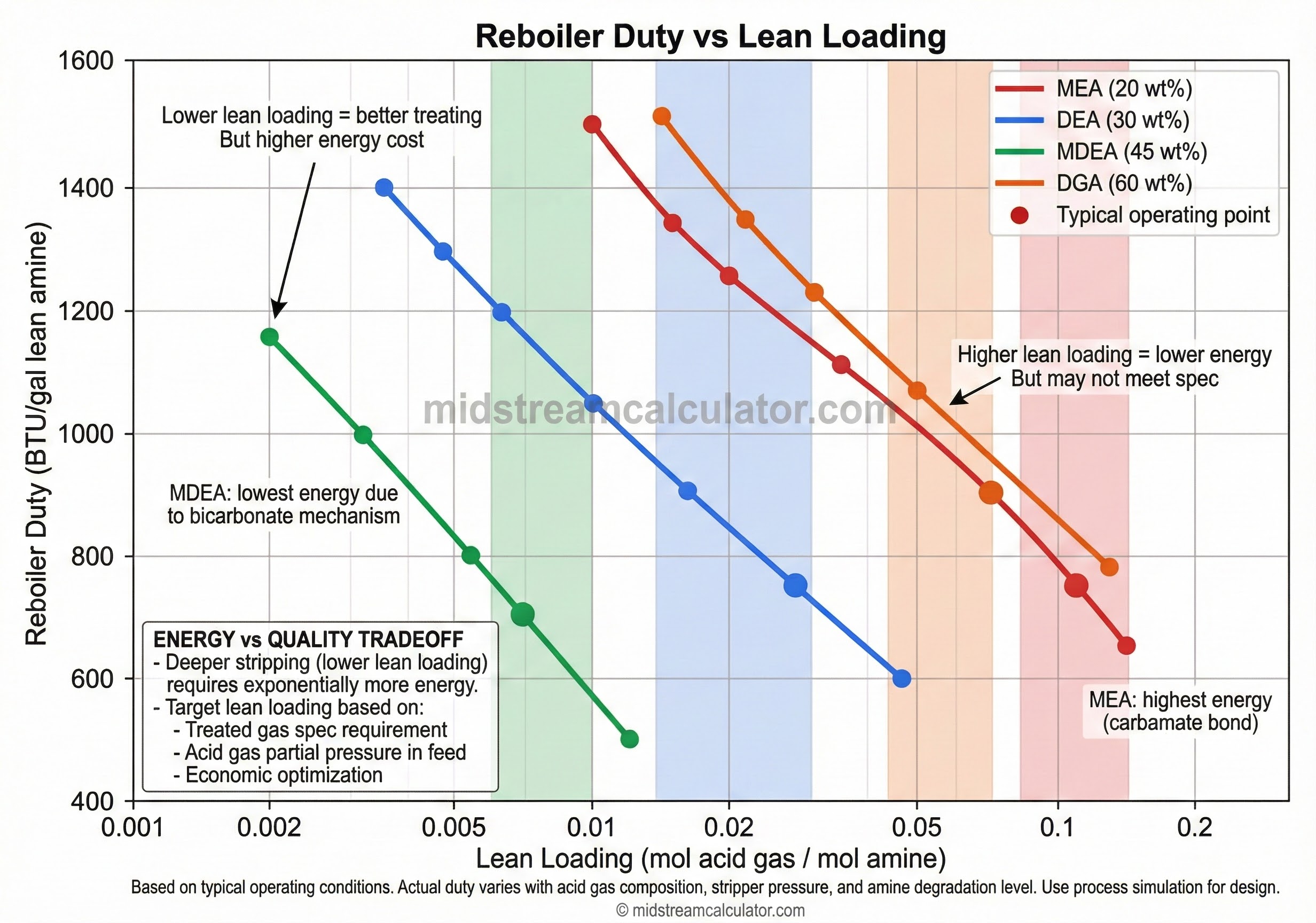
Reboiler duty is 60-80% of operating cost. Four components contribute:
Reaction Heat
40-60%
Reverse absorption. MEA highest, MDEA lowest.
Sensible Heat
20-30%
Heat amine from ~120°F to ~250°F.
Stripping Steam
15-25%
Vapor to carry acid gas. More for lower lean loading.
Reflux
5-15%
Condense water at overhead. Minimize amine loss.
Reboiler Duty by Amine
| Amine | BTU/lb Acid Gas | BTU/gal Lean Amine | Notes |
|---|---|---|---|
| MEA (20%) | 900-1100 | 900-1100 | Highest energy (carbamate bond) |
| DEA (30%) | 800-950 | 850-1000 | Similar chemistry to MEA |
| MDEA (45%) | 700-850 | 700-900 | Lowest (bicarbonate bond) |
| DGA (60%) | 850-1000 | 1100-1300 | High concentration offsets |
Temperature Limits
Exceeding limits causes irreversible thermal degradation:
- MEA/DEA: 248°F (120°C) max — forms formic acid, glycolic acid
- MDEA: 266°F (130°C) max — more stable tertiary structure
- DGA: 257°F (125°C) max
5. Corrosion Limits
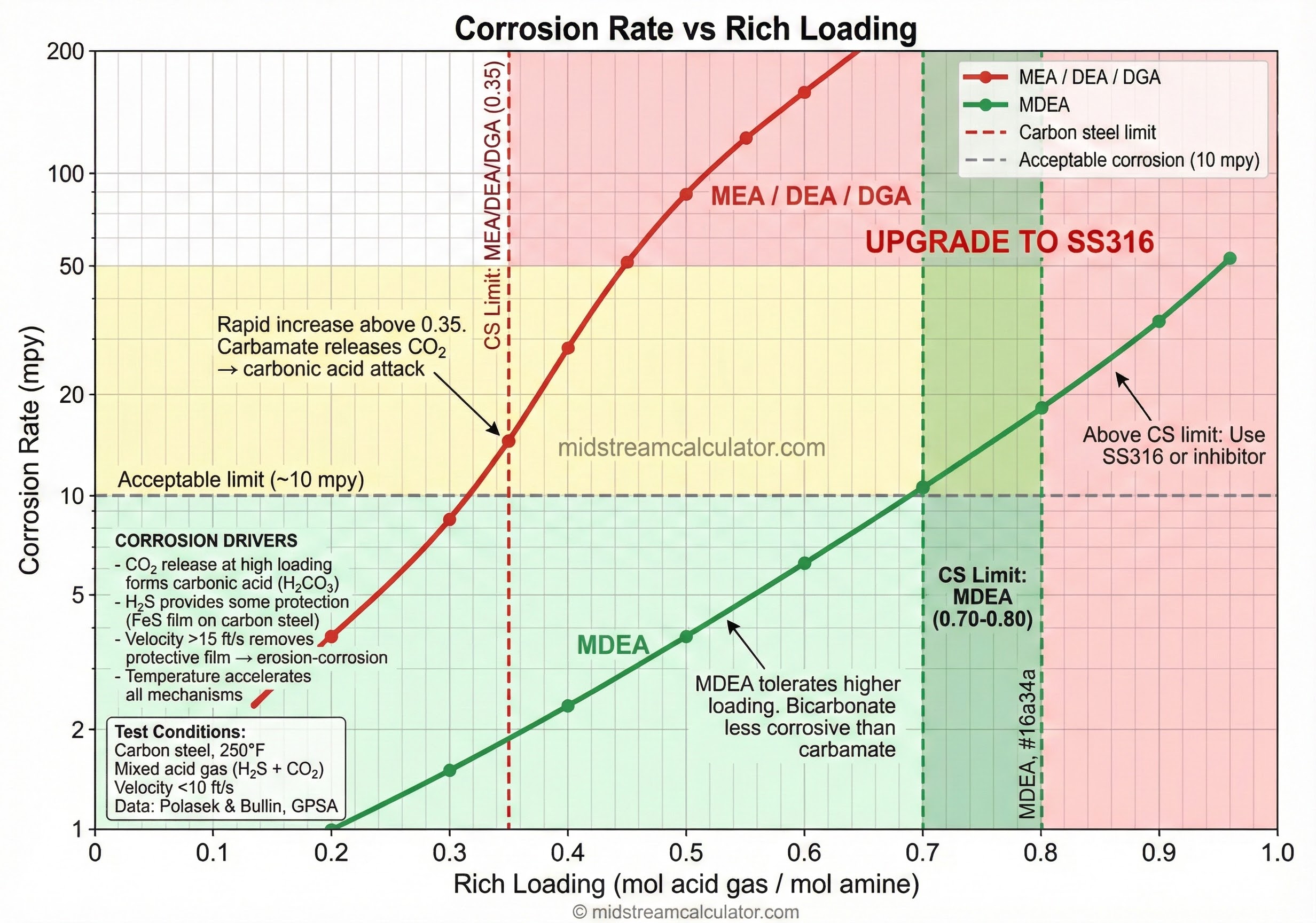
Rich amine loading drives corrosion rate. Stay below limits or upgrade metallurgy.
Metallurgy by Loading
| Location | Loading <0.35 | Loading 0.35-0.50 | Loading >0.50 |
|---|---|---|---|
| Contactor | CS | CS + inhibitor | CS, SS internals |
| Rich amine piping | CS (<10 ft/s) | SS316 | SS316 |
| Lean/rich exchanger | CS/CS | SS316/CS | SS316/SS316 |
| Reboiler tubes | CS | SS304 | SS316 |
| Stripper bottom | CS | SS304 clad | SS316 clad |
| Lean amine piping | CS | CS | CS |
Corrosion Mechanisms
Acid Gas Attack
CO₂ forms carbonic acid. Worse above 0.4 loading. Velocity-sensitive.
Heat-Stable Salts
Formate, acetate, oxalate lower pH. Require reclaiming.
Thermal Degradation
High reboiler temp breaks down amine to corrosive acids.
Erosion-Corrosion
Velocity >15 ft/s removes protective FeS film.
⚠ API 945: Amine stress corrosion cracking can occur at loading >0.25 mol/mol with high stress and temperature >200°F. Use PWHT on all rich amine pressure vessels.
6. Design Parameters
Contactor (Absorber)
| Parameter | Range | Notes |
|---|---|---|
| Gas velocity | 1.5-2.5 ft/s | Based on tower cross-section |
| Liquid loading | 20-40 gpm/ft² | Ensures wetting |
| Lean amine temp | 10-15°F below gas | Prevents HC condensation |
| Pressure | 500-1500 psig | Higher P improves absorption |
Regenerator (Stripper)
| Parameter | Range | Notes |
|---|---|---|
| Pressure | 5-10 psig | Lower aids stripping |
| Reboiler temp | 240-250°F | Below degradation limit |
| Reflux ratio | 0.5-1.5 | Minimizes amine loss |
| Lean/rich ΔT approach | 10-15°F | Lower = better recovery |
Troubleshooting
| Problem | Causes | Solutions |
|---|---|---|
| Foaming | Hydrocarbons, solids, degradation | Antifoam 5-25 ppm, filter, flash tank |
| High lean loading | Low reboiler duty, HSS, degraded amine | Increase duty, reclaim, replace |
| Acid gas breakthrough | Under-circulation, poor contacting | Increase flow, check trays/packing |
| High corrosion | Overloading, HSS, O₂ ingress | Reduce loading, reclaim, N₂ blanket |
References
- GPSA Engineering Data Book, Sections 20-21
- API 945 – Avoiding Environmental Cracking in Amine Units
- Kohl & Nielsen – Gas Purification, 5th Edition
- Bryan Research (Polasek & Bullin) – Amine Treating
Ready to calculate?
→ Amine Treatment Calculator