Design membrane separation systems for CO2 removal, N2 rejection, and hydrocarbon recovery using permeability and selectivity principles, multi-stage configurations with recycle, and economic analysis vs. amine treating and cryogenic processing.
Gas separation membranes use selective permeation to separate components based on differences in permeability through a thin polymer film. They offer modular, low-maintenance alternatives to amine absorption and cryogenic processes.
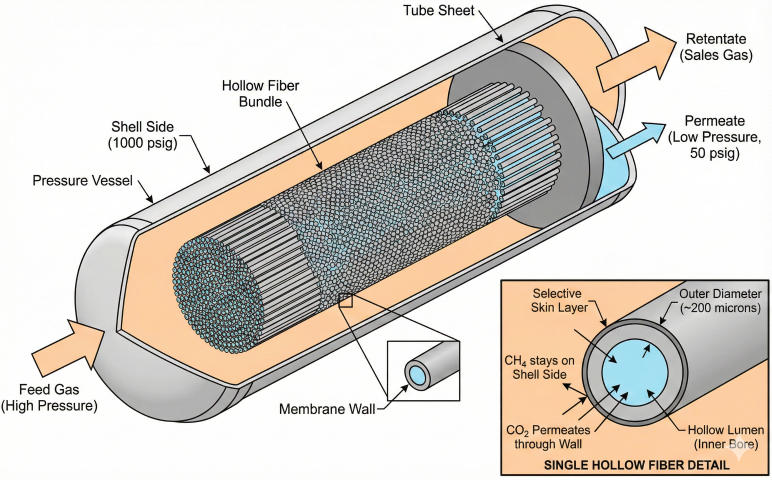
Hollow fiber membrane module: feed gas enters shell side at high pressure, CO₂ permeates through fiber walls to low-pressure lumens, CH₄-rich retentate exits as sales gas.
CO₂ removal
Acid gas treating
Remove CO₂ to meet pipeline spec (< 2-3% CO₂).
N₂ rejection
Heating value upgrade
Reduce N₂ to increase Btu content.
H₂ recovery
Refinery applications
Recover hydrogen from purge streams.
Dehydration
Water removal
Remove water vapor (H₂O permeates very fast).
Key Terms
Term
Definition
Typical Values
Permeability (P)
Rate gas diffuses through membrane per unit ΔP
1-100 Barrer (CO₂)
Selectivity (α)
Ratio of permeabilities: α = P_A / P_B
15-50 (CO₂/CH₄)
Stage cut (θ)
Permeate flow / feed flow
0.15-0.30
Pressure ratio
P_feed / P_permeate (higher is better)
10-20:1
Advantages vs. Disadvantages
Advantages
Disadvantages
Low capital cost (modular, skid-mounted)
Membrane replacement every 5-10 years
Low operating cost (no reboiler/refrigeration)
Permeate at low pressure (may need recompression)
Minimal maintenance (no moving parts)
Sensitive to liquids and contaminants
Compact footprint (offshore/remote)
Difficult to achieve >98% purity
When to use membranes: Best for remote/offshore sites with 5-20% CO₂, high feed pressure (>600 psig), and moderate purity needs (2-3% CO₂ spec). Capital cost 30-50% lower than amine for these applications.
2. Permeability & Selectivity Fundamentals
Membrane separation is driven by partial pressure difference across the membrane. Performance depends on permeability (flux rate) and selectivity (separation factor).
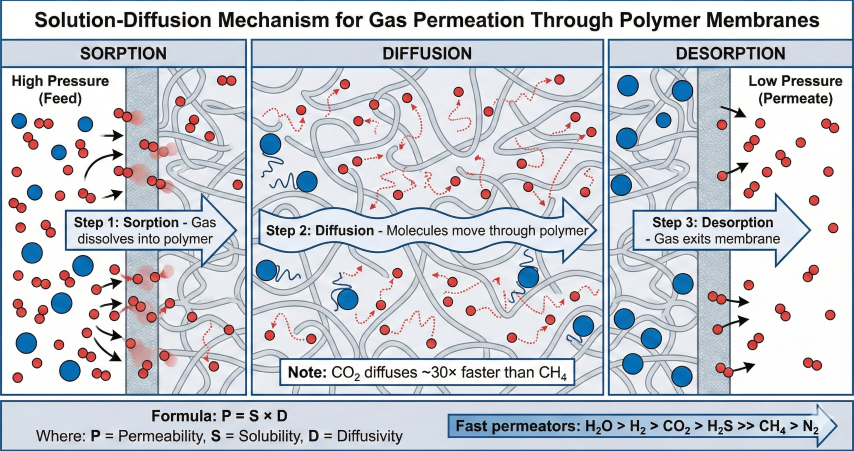
Solution-diffusion mechanism: gas molecules dissolve into membrane (sorption), diffuse through polymer matrix, and exit (desorption). CO₂ diffuses ~30× faster than CH₄.
Ideal Selectivity:
α_A/B = P_A / P_B
Examples:
• CO₂/CH₄: α = 50/2.5 = 20 (cellulose acetate)
• H₂S/CH₄: α = 80/2.5 = 32
• N₂/CH₄: α = 1.0/2.5 = 0.4 (N₂ slower than CH₄!)
Note: Actual separation is 50-80% of ideal due to concentration polarization and pressure ratio effects.
Membrane Materials Comparison
Type
α (CO₂/CH₄)
Max Temp
Application
Cellulose Acetate
15-30
140°F
Most common, CO₂ removal
Polyimide
20-35
200°F
High-temp applications
Polysulfone
10-27
180°F
General purpose, durable
PDMS (Silicone)
3-5
250°F
High flux, low selectivity
Operating Condition Effects
Temperature:
• Higher T → Higher flux (Arrhenius: P doubles per 30-50°F)
• Higher T → Lower selectivity
• Optimum: 80-120°F for polymer membranes
Pressure:
• Higher feed pressure → Higher driving force → Higher flux
• Increasing P_feed from 800 to 1200 psig reduces area ~33%
• Target pressure ratio (P_feed/P_perm) > 10:1 for best separation
Critical insight: N₂/CH₄ selectivity <1 means standard membranes cannot reject N₂ from methane directly. For N₂ rejection, CH₄ must permeate (goes to low pressure), requiring recycle or special reverse-selective membranes.
3. CO₂ and N₂ Removal Applications
Membranes are used for CO₂ removal (acid gas treating) and N₂ rejection to meet pipeline specifications.
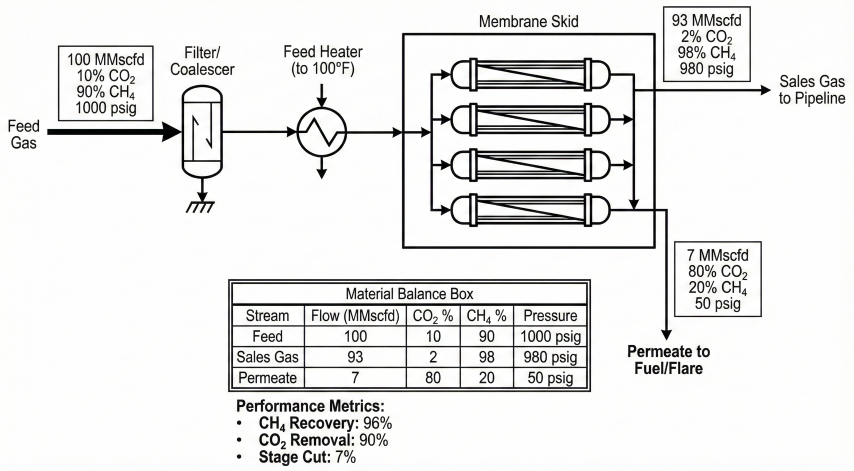
Single-stage membrane system for CO₂ removal: 96% CH₄ recovery, 90% CO₂ removal, 7% stage cut.
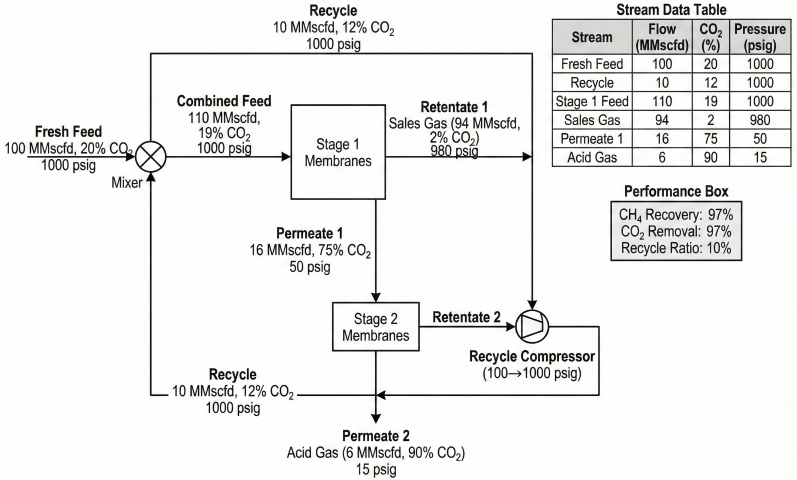
Recycle trade-off: Two-stage improves CH₄ recovery from 92% to 97%, but increases membrane area 30-50% and requires recycle compression. Optimize ψ based on CH₄ value vs. compression cost.
5. Economic Comparison
The choice between membrane, amine, and cryogenic depends on feed conditions, purity requirements, and site constraints.
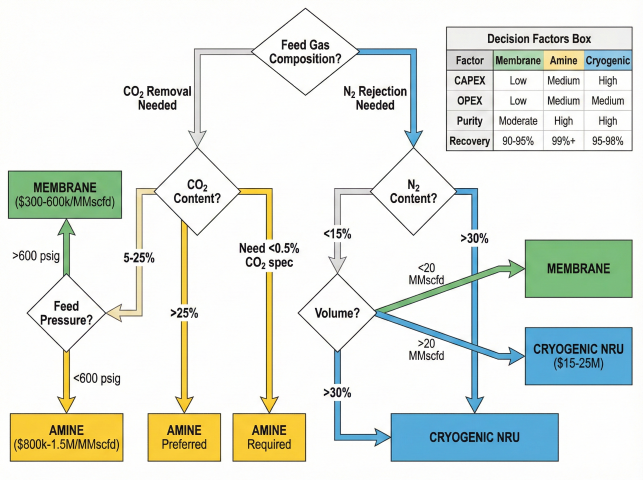
Technology selection decision tree: membrane preferred for moderate CO₂ (5-25%) at high pressure; amine for high CO₂ or stringent specs; cryogenic for N₂ rejection.
Membrane sweet spot: Remote/offshore with 5-20% CO₂, >800 psig feed, 2-3% CO₂ spec acceptable. For large plants, high CO₂ (>40%), or very low specs (<0.5%), amine is usually preferred.